隨著汽車電子化、智能化與網聯化的飛速發展,傳統的車載網絡(如CAN、LIN)在帶寬、確定性和容錯性方面逐漸面臨瓶頸。在此背景下,FlexRay作為一種專為高性能汽車應用設計的通信協議,應運而生,成為支撐下一代汽車架構,特別是線控系統(如線控轉向、線控制動)、高級駕駛輔助系統(ADAS)和域控制器架構的關鍵網絡解決方案。本文將從計算機網絡工程的視角,全面剖析FlexRay技術的核心原理、架構優勢及其在汽車工程中的具體解決方案。
一、 FlexRay技術核心:確定性、高帶寬與高可靠性的融合
FlexRay本質上是一種時間觸發(Time-Triggered)與事件觸發(Event-Triggered)相結合的通信協議。其核心設計思想源于對確定性和高性能的極致追求,這恰恰是計算機網絡工程中實時系統與安全關鍵系統的核心要求。
- 確定性通信周期:FlexRay將通信時間劃分為固定長度的靜態段和動態段。靜態段采用時分多址(TDMA)方式,每個時槽(slot)被預先分配給特定的網絡節點,確保關鍵控制指令(如引擎控制、剎車信號)能在嚴格規定的時間窗口內無沖突地傳輸,實現了通信的確定性和低延遲。這對于保障車輛動力、底盤等安全關鍵功能的實時響應至關重要。
- 高數據傳輸速率:FlexRay支持高達10 Mbps的單通道數據傳輸,雙通道配置下可達20 Mbps,遠超傳統CAN網絡的1 Mbps,為海量傳感器數據(如雷達、攝像頭)和復雜控制邏輯的傳輸提供了充足的帶寬。
- 強大的容錯與冗余機制:FlexRay支持雙通道獨立物理介質(通常是雙絞線或光纖)配置。兩個通道可以并行傳輸相同數據(冗余模式,提升安全性),也可以傳輸不同數據(增加帶寬,提升性能)。當單通道發生故障時,系統可依靠另一通道維持核心功能,極大地提升了網絡的可靠性和可用性。
二、 從網絡工程視角看FlexRay的系統架構與解決方案
將FlexRay部署于汽車電子電氣架構中,是一項復雜的系統工程,涉及物理層、數據鏈路層、網絡拓撲及系統集成等多個層面。
- 物理層與拓撲結構:FlexRay支持總線型、星型和混合型拓撲。星型拓撲通過中央有源星型耦合器(Active Star)連接各節點,可以有效隔離節點故障,防止單點故障導致全網癱瘓,并改善信號完整性。這種設計體現了計算機網絡中提高網絡健壯性的常見思路。在工程實踐中,常將關鍵域控制器(如底盤域、動力域)通過星型拓撲互聯,而域內部或對可靠性要求稍低的系統可采用總線型,形成混合拓撲以平衡成本與性能。
- 數據鏈路層與時序同步:FlexRay的“靈魂”在于其全局精確的時鐘同步機制。所有節點通過一套復雜的分布式時鐘同步算法(基于FTA和CTA協議),實現微秒級的同步精度。這相當于在分布式網絡中建立了一個高度統一的“系統時間”,是確保TDMA機制正確運行、實現確定性通信的基礎。從工程實現角度看,這需要精心的時鐘晶振選型和嚴格的軟件配置。
- 系統級解決方案與集成:在實際車輛項目中,FlexRay并非孤立存在,而是作為骨干網絡(Backbone Network)與CAN、LIN、以太網等網絡共存。典型的解決方案是采用“網關”進行網絡互聯和數據路由。例如,車身舒適系統的CAN網絡信息,如需傳遞給基于FlexRay的底盤控制系統,必須通過網關進行協議轉換和信號映射。這要求工程師不僅精通FlexRay,還需具備跨網絡協議集成的能力,設計高效、安全的網關軟件和硬件。
三、 FlexRay在現代及未來汽車工程中的應用與挑戰
目前,FlexRay已成功應用于眾多高端車型的底盤控制、主動懸架、變速箱控制等核心領域。例如,寶馬、奧迪等廠商的多個平臺將其用于集成動態駕駛控制系統。
其解決方案也面臨挑戰:
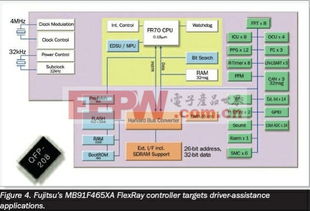
- 成本與復雜性:FlexRay節點控制器(如英飛凌、恩智浦的專用芯片)、有源星型耦合器以及精密的布線要求,導致其硬件和開發成本遠高于CAN。開發調試工具鏈復雜,對工程師技能要求高。
- 與汽車以太網的競爭與融合:隨著車載以太網(如100BASE-T1, TSN)技術的成熟,其在帶寬(可達100Mbps/1Gbps)、成本(可重用IT技術)和靈活性方面的優勢,使其在信息娛樂、ADAS傳感器融合等數據密集型領域成為更優選擇。未來的趨勢可能是FlexRay與以太網共存的異構網絡:FlexRay繼續堅守對確定性和安全性要求極高的實時控制領域(如線控系統),而以太網則主導大數據傳輸和域間通信,兩者通過高性能網關緊密協同。
結論:
FlexRay汽車網絡技術,是計算機網絡工程思想在汽車特定嚴苛環境下的杰出體現。它通過創新的時間觸發架構、雙通道冗余和靈活的拓撲設計,為汽車提供了高確定性、高可靠性的骨干通信解決方案。盡管面臨來自以太網等新技術的挑戰,但在未來相當長一段時間內,FlexRay仍將在汽車安全關鍵控制領域扮演不可替代的角色。對于汽車電子工程師和網絡工程師而言,深入理解FlexRay的原理,掌握其系統集成和與其它網絡互聯的解決方案,是構建下一代智能網聯汽車堅實基礎的關鍵能力。